The first modern neon sign debuted in 1910 at the Grand Palais in Paris. It was created by a Frenchman named George Claude, who somewhat stumbled upon his discovery by accident. His purpose was actually to employ an inexpensive, high quality method of producing pure oxygen to sell to hospitals and welding shops.
Wanting to find a way to use the large quantities of leftover gases such as argon and neon, Claude decided to fill a “Moore” tube with gases and then bombard those gases with electricity; this process, instead of producing pure oxygen, produced intense red and blue lights. As is the case with many great discoveries George Claude did not think of this process entirely by himself; he merely perfected other inventors’ failed experiments.

Photo 1. Cold cathode lights are easily dimmed with architectural grade dimmers, without resorting to special transformers and ballasts
In 1923, Earle C. Anthony returned home to Los Angeles from a business trip to Paris with two custom signs to be used as advertisements for his Packard dealership at Wilshire and La Brea in Hollywood. But these were no ordinary electric signs: Anthony’s custom order was for the first neon commercial signs in the United States.
Anthony had purchased the blue and orange signs from George Claude, who had perfected the method of filling glass tubes with neon gas and illuminating them. Glass tubes were bent over a flame, electrodes were attached, air was removed by a vacuum and the tube was heated to remove any impurities before Claude pumped in the gas. The process remains the same today. Phosphors make the vast arrays of colors, which when used with different phosphors, can be blended to form a desired or custom color. Neon glows red; argon, blue; and other gases have their own hues, which can be blended to create nearly any desired color.

Photo 2. Cold cathode lights are easily dimmed with architectural grade dimmers, without resorting to special transformers and ballasts
Neon is considered an art or craft. Consequently, the unions invested little into appropriate training programs for the neon industry; as a result there were few neon apprenticeship training programs. When a training program was established, it was because of a sudden increase in needs and activity in the neon industry on the part of one company in particular. The only organized and structured training program was known as the Egani Institute (Egani stood for: Eddie’s Glass and Neon Institute), and was located on 125th Street between Fifth and Madison Avenues in New York City.
The Egani Institue was founded by Edward Seise in 1930, and continued operations until 1971, when he retired. He claimed to have taught approximately 85 percent of all the glass benders in the industry in the United States, and a large percentage of benders in foreign countries. The processes taught by Egani were established by the Claude factories in the 1920s. The philosophy of teaching at the Egani Institute was simple and direct: Neon meant signage, and signage meant glass letters. The glass benders were trained to follow, without deviation, patterns on an asbestos layout. Neon was part of the signmaker’s trade, and the craft belonged to the electric-sign industry. Neon was taught as a craft without an identity of its own. Because of the uniqueness of the Egani Institute and the large number of glass builders trained there, its influence on the neon craft was great.

Photo 3. Neon tubing electrodes, one tubulated for processing, the other for end of tubing
The advent of electricity and light bulbs has done more than merely illuminate the night; it has created an art in the form of neon and other electrical signage. Southern California was, if not the birthplace, certainly the American center of this emerging form many decades ago. It is again at the heart as newly-restored signs once again light up-a fitting homage to the neon pioneers who long ago lit up city streets and skylines at night, making them sparkle for all to see. As an added bonus, the neon restorations help restore economic optimism to the neighborhoods in which they’re located.
Most of the time, electricity is simply the invisible power that provides convenience and comfort to human life; but, when one stops to notice it, electricity can bewitch with its intoxicating, magical glow.
What is Neon?
“Neon” is the term that has come to be used to describe a specific type of lighting, called gas discharge lighting, which is created by passing electricity through a gas. Fluorescent, mercury vapor, sodium vapor and neon lamps are examples of different types of gas discharge lighting.
Neon, a chemical element found in the atmosphere, is one of six rare or noble gases. The others are: argon, helium, krypton, xenon and radon. All of these gases, with the exception of radon are used in tubing to make neon signs. When neon is electrically stimulated, it creates a red light. Argon, with a trace of mercury added, creates a blue light. Helium produces a pale yellow light. Krypton generates a white light with a purplish tint, and xenon a white/blue light. Neon and argon/mercury (Hg.) filled tubes are the most common and most economical to produce.
Cold Cathode Lighting in Comparison
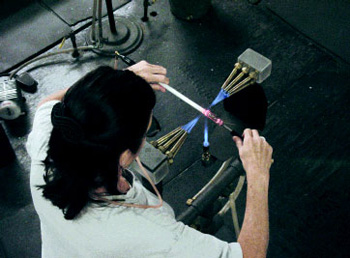
Photo 4. Tubing being bent in the crossfire burner
Cold cathode is essentially the same as neon but with larger diameter tubing and higher mA transformers. Cold cathode refers to a special type of custom manufactured fluorescent lamp with the following unique features: As with neon tubing, cold cathode lamps can be bent and shaped to conform to almost any configuration; and with minimal space between lamps, shadowless cove or indirect (shadow effect) lighting can be achieved. Cold cathode tubing used in cathode lighting systems offers several different cathode lighting systems ranging from around 300 lumens per linear foot up to 700 lumens per linear foot for a single row of cold cathode lamps.
Cold Cathode Colors
Over twenty colors and six shades of white are available. Lamp life on a quality constructed cold cathode lighting system is typically 35,000 to 50,000 hours. The term “system” as used here refers to “listed systems or custom built field-installed systems installed as per the requirements of Part Q of Article 410 in the National Electrical Code.”
Cold cathode lights are easily dimmed with architectural grade dimmers, without resorting to special transformers and ballasts (see photo 1 and photo 2).
The main difference between cold cathode, fluorescent lamps, and neon tubes is that the neon and cold cathode tubing electrode is a manufactured, virtually indestructible iron thimble, which allows for instant lamp starting, up to and often exceeding 50,000 hours lamp life, and the ability to dim, without any special dimming ballasts.
Neon Colors
In the sign industry, neon filled tubes are referred to as either neon or red. Argon filled tubes, because of the trace of mercury added, are called mercury-filled or blue. These two tubes provide the basic red and blue colors most common in neon signs. This also relates to tube footage charts for sizing transformers. Read either the red for neon or blue chart for argon/mercury; then follow the tube size to find transformer voltage requirements.
Neon Colors
Helium
Neon
Argon
Krypton
ZenonPale
Gas Colors
Straw or Yellow/White
Orange/Red
Blue/Purple
Silver/White
Silver/Blue
Typical Neon Colors

Photo 5. Tubing being bent using a ribbon style burner
Several methods are used to create other colors. These include using the other three gases, combining different gases in the same tube, using glass tubing of different colors, and using glass tubing coated on the inside with different phosphorescent materials. Almost any desired color—from soft and subtle shades, to wild and electric psychedelic colors of the clubs and bars—can be created for a neon sign.
Gas discharge lamps have many similarities. They all require gas to be contained in a glass tube or lamp, and all require high voltage to make the gas glow. They all produce light in some visible range of the light spectrum.
The differences are more important. Fluorescent, mercury vapor and sodium vapor lamps, which are used for general-purpose lighting, provide light in the white or yellow range. They are generally used in a fixture designed for the lamp. The transformer or ballast providing the high voltage is a part of the fixture, so there is no high voltage wiring outside of the fixture. These lamps are machine manufactured, which assures consistent operation from lamp to lamp, and are marked to indicate the wattage produced. Generally, one 100-watt mercury vapor lamp can be replaced with another with no noticeable difference in operation or lumen output.
Neon is typically used for sign or decorative lighting. Skeleton tubing neon signs operate at voltages ranging from 2,000 to 15,000 volts. The transformer or ballast providing the high voltage may be remote from the lamp, requiring high voltage wiring to be installed in or on the building where the sign is used. Neon tubes are handmade; therefore, each length of tubing is unique. Consequently, there can be a large variation in operation between two lamps that appear to be identical. Neon tubes are not marked to identify the wattage output expected.
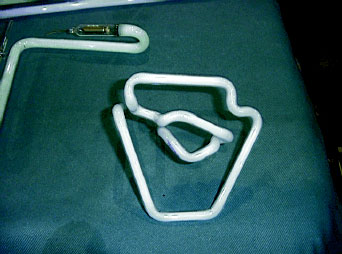
Photo 6. The IAEI Keystone in processed neon tubing
The initial color source is the inert gas, which emits its characteristic color when electricity is applied. The two most common gases are neon, which emits a fiery red, and a mixture of argon and minute particles of mercury, which emits a subdued blue. Clear glass allows you to see the characteristic colors emitted by the gas. Fluorescent powders may be painted and baked to the inside walls of the glass tubing and the source light is then converted into a multitude of shades, such as pink, turquoise, and green. By altering the mixture of phosphors, subtle differences are possible. For example, white is available in a wide array of color temperatures from warm to cool.
Tubing is also produced in colored glass. Deep clear reds, blues, and greens, for example, produce the richly saturated colors referred to as exotic or Euro glass. Colored glass may also have a fluorescent coating, which can change both the quality and color of the light.
Luminous Tube Processing
Neon tubing sections are capped off by two glass electrodes, which have a wire that is connected to an electrode passing from the outside to the inside. One of these electrodes has a tubulation, a small tube that remains as a passage from outside to inside (see photo 3), that is sealed to the pumping system or manifold. The manifold has valves that regulate vacuum while bombarding, in addition to filling the tubing with the correct inert gas. These valves can be selectively opened or closed during the tube pumping process to allow changing from vacuum to filling pressure.
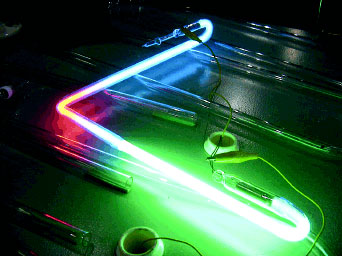
Photo 7. The bombarding stages of neon tube processing
An ultra high vacuum pump pulls the air out of the tube, while a high voltage-high amperage transformer bombards and heats the remaining air to produce glass temperatures in excess of 500°F and electrode temperatures in excess of 1400°F. Much like sterilization, this process allows the tube to achieve a higher degree of purity. When a great vacuum is reached, and the tube has cooled, a small amount of inert gas is introduced from a flask or tank. The tubulation is then heated, and as it is pulled it sucks in to make the tube’s own seal.
Making neon tubing, a simplistic process, is as much an art as it is a science. Glass tubing is produced in sizes ranging from 5 to 25 millimeters. The tubing size used is determined by the size of the letter, both width and length; the brightness desired; and the physical strength required.
In addition to different sizes, glass tubing also is produced in different colors, which can accentuate or modify the color produced by the gas. For example, neon gas in a red glass tube produces a brighter red than neon gas in a clear glass tube.
Glass tubing can also be produced with an internal coating of rare earth phosphors. This material reacts to the ultraviolet light produced by the gas and fluoresces, creating colors different than that produced by the gas itself.
The gas selected, the size of the tubing, the cleanliness or purity of the fill, and the length of the tubing all affect the inherent “resistance” of the finished tube. It is the resistance or impedance of the tubing that determines what size power supply is needed to energize the tube. NEC Section 600-41(a) cautions installers that the “length and design of the tubing shall not cause a continuous overcurrent beyond the design loading of the transformer or electronic power supply.”1
Glass Bending and Cutting
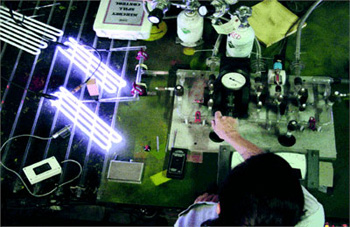
Photo 8. The bombarding stages of neon tube processing
Glass tubing is first cut to size by scoring a mark in the tube with a small file at the desired breaking point, then gently snapping at that line. This process is similar to cutting ceramic tile or glass window panes, which are also cut by scoring or scribing a line with a tile cutter and breaking on the line. The glass is then rotated and rocked (rocked and rolled) in burner flames, which use a gas and air mixture to raise the flame temperature. Generally four burners are used: Crossfire and fishtail burners produce most angled bends and splices. Ribbon burners produce long curves or sweeps. Hand torches are usually used for splices or tapering and tipping off electrodes. Crossfires actually is a specific type of burner, but the term generically applies to the fires that are used for the most common bends (see photo 4). These include single bends such as the right angle, double back, and drop, and combo bends. Here the bender must evenly rotate and rock the glass for even heating and to counter gravity. A ribbon burner is another type of burner commonly used for bending (see photo 5).
The tube making process is really quite simple when done by a skilled bender (see photo 6). A non-tubulated electrode is welded to the end of the straight tube, which is then measured and marked for bending locations. Straight glass tubing is heated in the “”fires”” and formed to the shape and length required for a specific part of a sign. Afterwards, a tubulated electrode is welded to the opposite end. The electrode selection is based on transformer size, typically 30 or 60 milliamperes (mA), and tube diameter used. Each electrode shell has two wires attached and sealed at the ends, which are connected to other tubes, or the secondary-circuit conductor from the transformer or electronic power supply.
To produce a finished tube for a neon sign or border tubing installation, it must be processed. It is first connected to a manifold vacuum system, and a partial vacuum is drawn on the tube. After which, the tube is connected to a bombarding transformer. This device, a step up transformer, is capable of reaching voltages in excess of 20,000 and 1,000 mA. of current. A variac type transformer or a core-and-coil slide-choke regulates the primary input voltage, which also simultaneously regulates the output. As the voltage is applied, the gas heats, pressure is dropped and the current to the electrodes increases, which cause the electrodes to heat turning its color to a cherry red (see photo 7 and photo 8).
How a neon tube produces light
Electrical current bombards the inert gas atoms with electrons, knocking neon’s atoms out of their orbits. The electrons collide with other free electrons, sending them back toward the atoms. As the electrons are absorbed into the atoms, energy is given off as light.
This heating process (out-gassing) will burn off most all impurities and will be withdrawn by the vacuum system. Sensitive gauges carefully monitor and control the electrode and tube temperature, vacuum pressure and gas fill. When the proper temperatures and vacuum have been reached, only then can the gas filling process begin. When the tube has been filled to proper pressure, it is again energized and monitored for leaks or failures. The letter or border tube is set aside and connected to another transformer for aging, which gives the tube a test period before shipping and installation.
Aging time for a typical neon tube can vary from manufacturer to manufacturer. The important items that need to be accomplished in the aging process is that the impurities need to be gathered into the electrode shells, and for mercury tubing, the mercury needs to be thoroughly dissipated throughout the tube.
Dangers and Concerns
Are neon tubes dangerous? Neon and argon gases by themselves are not dangerous as they are inert gases and, as such, exhibit great stability and extremely low reaction rates. As with standard fluorescent tubes, the minute droplets of mercury present in some colors are safe as long as the tube is not broken. Improper handling, however, can be a threat to both the environment and health. Many modern neon shops refuse to repair broken argon-mercury tubes for this reason.
Transformers producing voltages in the 2,000 to 15,000 volt range power neon tubing illumination. Even though the current is in the milliamp range, if a neon sign or border tubing installation is not properly mounted, wired, and insulated, the voltage levels required to operate the neon poses both a shock and fire hazard. This is an area where cheapness does not pay off. A well constructed neon system or installation should be problem free for many years. A quality processed and designed neon system can last many years without failures or requiring service repairs. In practical terms the expected life span varies, but it is not uncommon for a quality installation to last up to 20 years before tubes go flat or repairs are needed. Neon tubing can be repaired and recharged as the needs arise.
To summarize, neon and argon are the most common of five gaseous elements used in neon tubing processing today. Neon pumped tubing yields red color, while argon pumped with mercury yields blue. Nearly any color desired can be produced with the proper gas, glass, and phosphor coatings. Most neon tubing is handmade; therefore, each finished piece of tubing is individual and unique. Producing quality neon tubing requires very specific skills, physical coordination and knowledge.