There is a lot of confusion on the use and application of galvanized ground rods due largely to the fact that there has not been a comprehensive specification document from which to manufacture or inspect this product for minimum Code compliance. For years a hot-dip galvanized ground rod electrode has met either the ANSI C135.30 specification, or, more often, no specification at all.
Many utilities have established their own set of specifications for ground rods, but few, if any, manufacturers have met these specifications. This is not to imply that reputable manufacturers have knowingly violated the customer intent, but with numerous and varied domestic and non-domestic producers offering these rods, there has been no common basis for manufacturers to produce to a common specification.
It is essential to recognize the importance of maintaining a minimum level of standards to assure the quality and integrity of the system, whether focused on grounding electrodes or any other critical part of an electrical system. When any part of this process is compromised, the end result is often less than what may have been intended.
In circumstances where a customer is knowledgeable and desires to install a quality grounding system, it has been up to the customer to establish and assure compliance to nationally accepted specifications that fully define the various components. Some end-users are either not this technical, or often do not care about the technical aspects of grounding design. At this point it is incumbent upon the manufacturers and inspectors to take the lead and make available the proper information so appropriate, suitable products are selected, used and approved.
History of Specifications
Let’s begin with a brief history of specifications affecting and influencing ground rod electrodes to date. Around the turn of the century, the NEC required pipe and conduit grounding electrodes. These served well until hot-dip galvanized ground rod electrodes were introduced in the 1930s. Technical criteria began to be established which would result in the Code becoming a critical document in the design and installation of grounding electrodes and grounding electrode systems.
Despite that, the electrical Code did not provide manufacturers with technical information describing how to produce a galvanized electrode, and this information is, for the most part, still lacking today. Underwriters Laboratories provides specific information today in UL 467 regarding straightness, rigidity, hardness, and cladding thickness; however, little information is mentioned regarding point, chamfer, material specification, and diameter tolerances, which are also important. Material toughness and diameters, for example, are important when the installer is using a threadless coupling and the driven end of the rod and the ground rod clamp must fit properly over the rod end. The rod material must be able to withstand the repeated impact of driving without “mushrooming” in order for these components to fit properly.
The NEC has matured and developed into a document that allows users to have confidence knowing that specification compliance will result in a reliable installation, and that manufacturers know what the expectations are when producing product(s) to meet the minimum requirements of the Code.
Over time, specifications were created which, in some cases, fell short of corresponding with or meeting other nationally accepted code minimums. One example is where the NEC clearly specifies a 5/8-inch (0.625²) minimum diameter. In 1948 ANSI issued C135.30 (which was, at the time, the only credible manufacturing standard for galvanized ground rod electrodes) allowing a dimensional tolerance of +/– 1/32 inch. It is a notable fact that ANSI C135.30 never complied with the strictest interpretation of the Code in terms of diameter and clearly deviates from the Code mandate. Several subsequent updates to this document were made and it became the de facto standard for the galvanized ground rod users for the past fifty years.
As with most specifications and codes, not all users were complying with a nationally accepted standard. Many varieties of ground rods were supplied to the market, some in compliance with the ANSI document and others with varying degrees of conformity. Diameter variation is the single most common violation of the NEC, but length is actually more important in terms of reducing resistance to ground.
Some manufacturers have stated that “a tolerance of +/- 1/32 inch is generally acceptable” for diameters of galvanized ground rod electrodes. This may be true in terms of what has been provided to the electrical industry for the past fifty years, but it does not meet the strict interpretation of the NEC. A decision must be made as to the value of the Code, its acceptance, and need for compliance. Either the Code has value or it does not.
As a business leader, Galvan Industries has elected to pioneer the introduction of the first hot-dip galvanized ground rod to meet the strict specification mandated by Underwriters Laboratories. Development of this rod and meeting UL 467 requirements now allows a galvanized ground rod to meet the strictest interpretation of the NEC. In our honest opinion, this is truly a win-win situation.
The industry now has an alternative to the copper-clad and stainless steel ground rod electrodes currently offered. It also allows the engineer the opportunity to select the proper electrode for each application on a technical basis. A single type of ground rod electrode (whether copper-coated, galvanized or stainless-steel) is not necessarily the best option for all installations or circumstances.
A review of the history of the various specifications may help to put this issue into proper perspective. Testing of copper and zinc in varying buried conditions for grounding electrodes was conducted as early as 1910. This consisted of burying “blocks” of various materials in soils, weighing them prior to and after being exposed to the soil for periods of time, determining the weight loss and applying that weight loss to the surface area to establish a rate of corrosion. This program, which was established to determine the corrosion rates of various materials, was used to influence the criteria ultimately used by UL for copper-clad rods. These results were later reported in a document titled “Underground Corrosion” derived from the National Bureau of Standards Circular C450 dated November 1945. This data was used to create what has, in effect, become an international standard for copper-clad rods (10-mil minimum copper thickness).
The data referenced in the NBS study on copper and copper alloys did not include any clad or copper-coated materials as used in the manufacture of grounding electrodes, but rather copper pipe and various other copper alloys (Cu-Zn-Ni, Cu-Al, and Brass). The test samples were placed in an excavated site and backfilled with soil. Carefully placing any material in the ground is not the same as driving a coated electrode in rocky soil, where the coating surface may be degraded due to the driving process. The study neglects, however, to note that the sacrificial (anode-cathode reaction) nature of a bimetallic couple would result in failure of the steel core if the copper coating were damaged during driving.
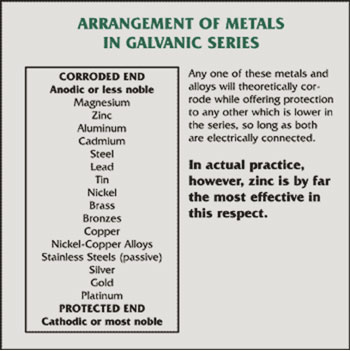
Figure 1. Summary of the “electromotive series of metals” address on corrosion
No similar work was done to establish comparable criteria for a hot-dip galvanized ground rod. This is interesting in view of the fact that galvanized ground rods had been used since the turn of the century and before the introduction of copper-clad rods. Grounding electrodes consisted primarily of galvanized pipe and conduit. Over time, manufacturers began galvanizing rod electrodes as they are today. There have been few changes and little progress in terms of “moving the mark” for the galvanized rod specification.
Proper selection of the ground rod type electrode should be left to the engineer or installer who evaluates the entire system and takes into account all variables affecting electrical and corrosion issues. This may include soil pH, resistivity, moisture, buried materials adjacent to the installed rod, other chemical conditions which may influence the system life. To simply imply that any one single type of electrode is the universal panacea to all applications and locations throughout the U.S. is poor engineering judgment. Material selection should be based upon sound engineering practices and not influenced by marketing or sales influences or “ferromanurium” as referred to by the corrosion engineering community.
When the NEC introduced its requirement for a minimum of 0.625 inches for a ferrous galvanized ground rod electrode, the ANSI document was not changed. During this time the market did accept the ANSI compliant rod, which consisted of an actual nominal diameter of approximately 0.604 inches, less than the mandated NEC requirement of 0.625. Until Galvan introduced the listed galvanized ground rod, no zinc-coated rod met the strictest interpretation of this code by complying with the requirement of being “larger than 0.500 inches in diameter and listed.”
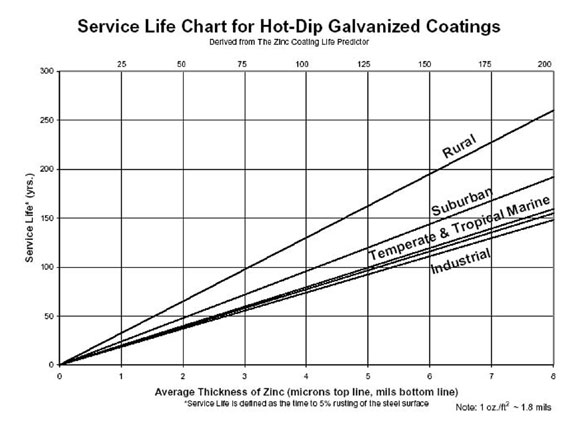
Figure 2. Zinc in soil corrosion service life chart
One area of misunderstanding in ground rods relates to the terms ferrous or non-ferrous. Copper-coated and galvanized ground rods both use the same solid steel core yet maintain different coatings. These words cause confusion in interpretation of Section 250.52 of the NEC as both cores are solid steel, and both coatings are non-ferrous; yet copper is referred to as non-ferrous and galvanized (zinc), as ferrous. It has been suggested that these terms be eliminated from the Code, as they have no specific value, since diameter and length are the key issues.
The ANSI C-135 specification is not a very comprehensive standard. The steel specification is A36, which is the most liberal steel requirement available, allowing any steel composition, and therefore the lowest tensile and yield requirements. C-135 has no requirements for straightness, minimal requirements for galvanizing, it allows for a length plus or minus three inches (not in compliance with the 8 foot minimum with NEC) and a diameter +/- 1/32 inch (not in compliance with the 0.625 inch minimum), allows a wide variety of points, with no chamfer on the driving end. Consequently, galvanized ground rods produced domestically and imported foreign rods meet only the minimum requirements of C-135. Unfortunately this specification continues to be widely used today!
It is important to establish critical ground rod diameter limits for threadless couplings so that the coupling performs its connecting function where driving multiple rods is necessary to meet the required resistance. With 5/8-inch nominal diameter galvanized ground rods ranging +/- 1/16 inch in diameter, it becomes nearly impossible to assure a proper fit of the threadless coupling from one manufacturer’s product to another. Upon examining this issue, NEMA assumed the challenge of writing a specification for the end-user and manufacturer. At the urging of domestic ground rod consumers and manufacturers alike, the National Electrical Manufacturers Association set about to correct the ground rod specification issues in the mid 1990s. ANSI C-135 had recently expired, and ANSI was no longer in the business of writing and maintaining standards. As of this date the C135.30 document is no more than history.
The first ANSI-approved NEMA/GR-1 rods were introduced in the spring of 2001 and were readily accepted by some users and criticized by others. Resistance to the new specification came from several directions. Change is difficult in any business, even when the change is for an improved product. Some utilities or municipalities recognized that they would have to change their internal specifications to accommodate the dimensional tolerance changes. Other users questioned the decrease in diameter called for in the new NEMA GR-1 asserting that the manufacturers were attempting to save money by reducing diameter. This argument ignored the fact that any steel savings were more than offset by the new specification requirement of a more expensive, cold-drawn, higher strength steel, manufactured to tighter dimensional tolerances, in length, diameter and straightness.
The criticism also ignored the successful decades of use experienced by the ANSI/UL copper-coated rod that had the identical steel core diameter. Opponents of the new specification referred to NEC 250.52 and pointed out that the diameter of the ANSI-approved/NEMA GR-1 compliant rod was not the required 5/8² (0.625²) minimum in diameter. This argument overlooked the fact that the expired ANSI C-135.30 specification allowed considerable variance in diameter, so large, in fact, that no galvanized ground rods had ever been produced to the full 5/8² (0.625²) requirement.
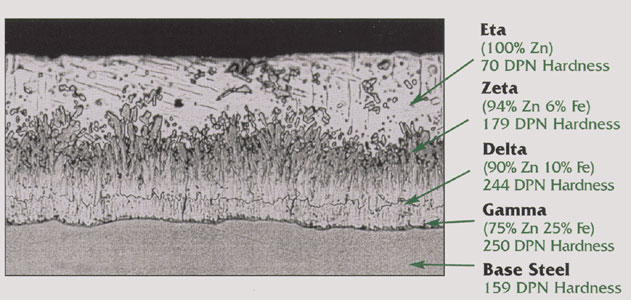
Figure 3. Photo-micrograph of the zinc coating on a ground-rod electrode
The committee noted that the copper-coated ground rod meeting the requirements of the standard had been in successful use for a number of years and was being manufactured to a consistent standard across the country. Even imported copper-coated rods were of consistent dimensions, steel composition and coating quality because of the listing. Drawing upon the UL standard, and enjoying the full cooperation of all participants, the committee issued the GR-1 document so that the basic steel core composition requirements for a galvanized rod would be identical to the successful copper-coated rod. Length, diameter and straightness tolerances for galvanized rods would be the same as copper rods. A uniformity of production made sense to all the participants. The committee wanted to make sure that a contractor would not be surprised by a rod that bent or mushroomed so that a coupling would not fit, or an inspector be disappointed by a rod less than eight feet long.
After more than two years of discussion and hard work by the committee, the GR-1 was completed and approved by consensus of the committee in 1999. In 2000 the standard was submitted to the new form of ANSI, and went through ANSI’s exhaustive procedure of industry examination and comment before approval and publication in 2001. This is the first time the electrical industry has had a specification from which to establish an industry minimum.
Through listing of the galvanized ground rod electrode, there now is an independent body to test and monitor NEC compliant products. An additional benefit of this listed rod is that during the electrical inspection process, the inspector may now simply verify the listing compliance by the mark on the rod and immediately proceed to another area of inspection. In the past one had to verify diameters, lengths, and so forth, which delayed the inspection process. This breakthrough now improves and speeds up the process of the local electrical inspector.
Galvanized ground rods that do not comply with the ANSI Approved/NEMA GR-1 specification are being produced in the United States and other countries and sold in the United States. Recently, an electrical contractor was required to pull up an entire grounding grid because an attentive inspector noticed that the rods being used were not eight feet long. Another contractor was frustrated because he could not install a coupling on a rod after it was driven into the ground, because the drive end of the rod was soft and had mushroomed larger than the inside diameter of the coupling. He was forced to cut the damaged end off thereby further reducing the installed length below the eight-foot requirement mandated by the Code.
Application
The National Fire Protection Association supports and publishes the National Electrical Code. In this article we will attempt to look both at the discrepancies in the NEC, the typical interpretations and some of the errors in practice today. The portions of the NEC that are pertinent to this discussion and ground rods are as follows:
NEC 250.52(A)(5):
(5)Rod and Pipe Electrodes.Rod and pipe electrodes shall not be less than 2.5m (8 ft) in length and shall consist of the following materials.
(a) Electrodes of pipe and conduit shall not be smaller than metric designator 21 (trade size ¾) and, where of iron or steel, shall have the outer surface galvanized or otherwise metal coated for corrosion protection.
(b) Electrodes of rods of iron or steel shall be at least 15.87 mm (5/8 in.) in diameter. Stainless steel rods less than 16 mm (5/8 in.) in diameter, nonferrous rods, or their equivalent shall be listed and shall not be less than 13 mm (1/2 in.) in diameter.
Examining the requirement on a line-by-line basis:
5)Rod and Pipe Electrodes.Rod and pipe electrodes shall not be less than 2.5m (8 ft) in length and shall consist of the following materials. The language is clear until you start converting the metric units to English units. Two and one-half meters (98.4252 inches) is really a good bit longer than 8 feet (96.0 in.), so it is a little confusing; but certainly a rod made to the minimum requirements of ANSI C-135 of 93 inches would not comply. Anything less than 96 inches in length is non-compliant. However, all too often we have seen many galvanized ground rods installed that are less than the specified 8 feet (96 inches).
(b) Electrodes of rods of iron or steel shall be at least 15.87 mm (5/8 in.) in diameter. Historical interpretation has been that this line pertains to bare steel rods and to galvanized rods, as they are the only rods considered ferrous. Nonferrous rods are mentioned in the next section. Already we are in the middle of the issue. NEC has said that …when the code sets forth a minimum dimension, as in this case…this is the minimum finish size allowable. Therefore bare rods or galvanized rods must be 15.87 mm (0.6248 in.) or 5/8 inch (0.625 in.). NEC’s interpretations have been that since the term “nominal” does not appear in the language then the tolerances would be a positive dimension [for further information see 90.9(C)(1)]. One may conclude that a ground rod may exceed 5/8 inch in diameter (must not be less that 0.625) and will comply with this rule.
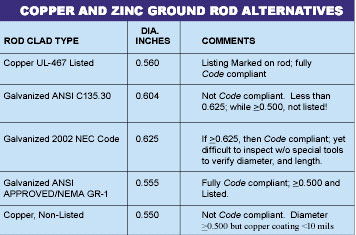
Table 1
As noted, most galvanized rods that are manufactured to a standard are either manufactured to ANSI C-135, or ANSI/NEMA GR-1, and, as also noted, neither of these rods is 5/8 inch (0.625 in.) in diameter. Therefore a reasonable person would say that they do not comply with the NEC, that is, unless they comply with the next sentence.
Stainless steel rods less than 16 mm (5/8 in.) in diameter, nonferrous rods, or their equivalent shall be listed and shall not be less than 13 mm (1/2 in.) in diameter. A couple of things are confusing about this sentence. First, 16 mm (0.6299 in.) is given to be equivalent to 5/8 inch (0.6250 in.), which it clearly is not. Especially since the previous sentence represents 15.87 mm (0.6248 in.) to be equivalent to 5/8 inch (0.6250 in.). This may seem trivial, but remember that the NEC was clear when it stated that a given dimension was a minimum dimension when presented without the word “”nominal,”” so the NEC gives no leeway in interpreting these dimensions as minimums. Also note that 13 mm (0.5118 in.) is really larger than ½ inch (0.5000 in.), so that is confusing as well.
Let us review some copper- and zinc-coated ground rod alternatives commercially available, and considerations an inspector must consider during the inspection process:
Interpretation of the above summary results in the following conclusion. Only listed copper-clad rods, galvanized rods >0.625 inches, and galvanized rods >0.500 and listed fully comply with the strictest interpretation of the NEC !
The term nonferrous rod relates to copper-coated rods in this usage. It is not clear as to why. The term ferrous is derived from the Latin name for iron, hence the chemical symbol “Fe.” The dictionary defines ferrous as “pertaining to, or derived from iron.” Therefore, the dictionary also defines nonferrous as “not containing, including, or pertaining to iron; relating to metals other that iron.” Copper-coated rods are actually made by plating 0.010 in. of copper onto a ferrous (steel) core. In fact, all non-chemical ground rods in use today are ferrous. There are bare steel rods, stainless steel rods, and galvanized rods that are steel rods coated with zinc; and copper-coated rods, which are steel rods coated with copper. In all cases these rods rely on the strength of their ferrous (steel) core to provide the strength necessary to be driven into the ground.
In any case, the essence of this NEC requirement is that in order to be acceptable, a ground rod must be made out of pipe, conduit, iron or steel, all of which must be galvanized. Or they may be stainless steel, copper-coated or their equivalent. A stainless steel or a bare steel rod, or a galvanized rod must be 5/8 inch (0.6250 in.) in diameter minimum, or listed. However a stainless steel rod, a copper-coated rod, or something that is equivalent to them, can be used if they are larger that 13 mm (0.5118 in) or ½ inch (0.5000 in.), whichever you think they mean, and listed.
Conclusion
In summary, the steel core of the 5/8-inch nominal diameter listed copper-clad and hot-dip galvanized ground rods are produced to identical mechanical and physical properties. The coating is the only difference that allows the engineer to make that critical assessment. The copper-clad rod has been used successfully for over fifty years, and thus provides credibility for the galvanized rod to offer the same driving characteristics.
A Code change proposal has been submitted to CMP-5 regarding appropriate changes to simplify and clarify statements where confusion may affect contractors and inspectors alike. Why is a copper-clad rod considered nonferrous while the hot-dip galvanized rod is considered ferrous when they are both manufactured of steel? We trust that the NFPA Technical Committee and CMP-5 will concur with the proposed revision in their consideration of incorporating these changes into the 2005 edition of the NEC.
The goal of the major grounding manufacturers is to “raise the bar” and assure electrical buyers and users that they may expect the highest quality products from whichever source they select. For the last several decades there has been no consistent specification from which to verify the quality or consistency of galvanized ground rod products and Underwriters’ Laboratories now offers that assurance.
Bear in mind that the purpose of grounding is primarily to protect (1) personal safety, (2) system reliability, and (3) equipment. To imply that a particular ground rod electrode is universally desirable is simply not good engineering judgment. It is marketing promotion, pure and simple.
Engineering and technical research should guide product selection for each application. Do not rely on marketing or sales propaganda without sound engineering when you make a decision for grounding applications, and look to the NEC, state, local and other regulations to assure compliance to the highest possible degree.