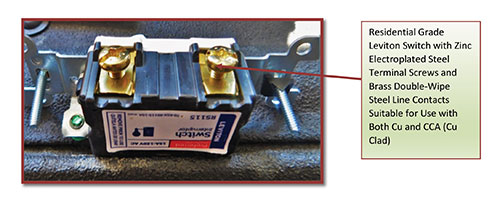
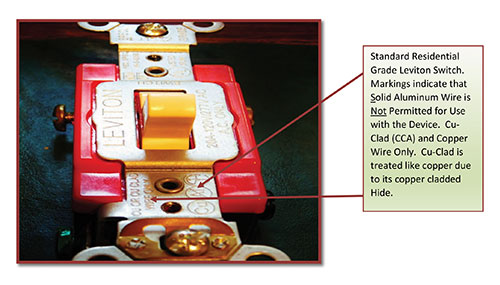
Modern Leviton Copper-Only Wiring Devices Are Marked for Use Cu and Cu-Clad
Market research revealed that Leviton is the only US manufacturer of electrical wiring devices (i.e., switches and receptacles) that correctly marks their copper-only products as suitable for use with Cu-Clad wire. Despite the industry knowledge of Cu-Clad’s compatibility with copper-only wiring devices, it is not a UL standard requirement that copper-only devices, rated 15–20 amperes, have the “Cu and Cu-Clad Wire Only” marking confirming its compatibility. However, it is surmised that the thinking at Leviton is that its wiring devices should reflect the reality as closely as possible of UL, as well as the NEC code. Cu-Clad building wire has been approved by UL since 1972 for use with copper-only wiring devices. Regarding the material of the electrical contacts, there is nothing unique about Leviton’s residential grade wiring devices in this respect. All residential grade wiring devices use zinc electroplated screws and steel brass-wiped/plated contact plates. Any UL listed residential-grade wiring device suitable for use with solid copper wire is suitable for Cu-Clad wire. Of course, Leviton is recognized as being extremely high quality and consistent, as their engineering, manufacturing process, and raw material procurement systems are indeed exceptional.
Laboratory Analysis of Cu-Clad NM-B After 43 Years in an Active Circuit
With the help of COPPERWELD Bimetallics, who lent their extensive metallurgical laboratory for this study, samples of Cu-Clad building wire and its terminations to electrical wire devices were analyzed from materials harvested in 2016 from active circuits.
Photo 3 is a piece of NM-B 12/2 wire harvested from a home built in 1973. Nothing is noticeably different about the appearance of the wire from what one would see in modern NM-B, except the weight. CCA NM-B 12/2 is 2.7 times lighter than the same in copper.

The Copper Hide of Cu-Clad
The surface of the CCA wire sample (photo 4) was analyzed at 20X magnification to scan for pin holes, galvanic corrosion or evidence of overheating. None was observed. The condition of the surface was still excellent.
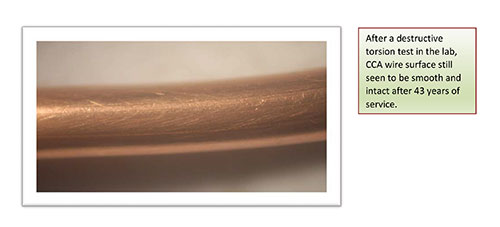
The copper cladded hide of a Cu-Clad conductor is essential. It gives the conductor a clean point of connection between similar metals in a circuit whose components are designed for copper to copper contact only. In other words, the copper at the surface of Cu-Clad wire prevents galvanic corrosion at termination points in the circuit. In contrast, solid aluminum wire does not have the benefit of the copper cladding, thus it encourages corrosion in the circuit, causing wire embrittlement at the contact (loss of metal mass, creation of oxides), hot spots, loosening at the connection points, and subsequent arc-faulting.
Despite popular perception, the copper hide of Cu-Clad wire does not contribute greatly to the conductivity of the conductor. The aluminum core of the bimetal, in fact, does the heavy lifting. The copper hide might contribute 4% to the conductivity, whereas the aluminum conducts 96%.
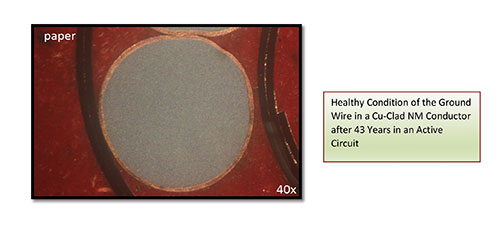
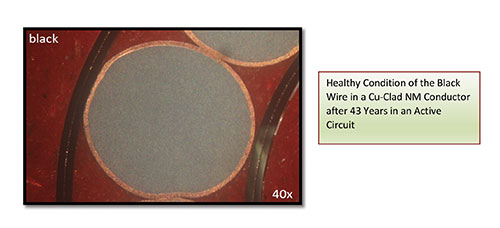
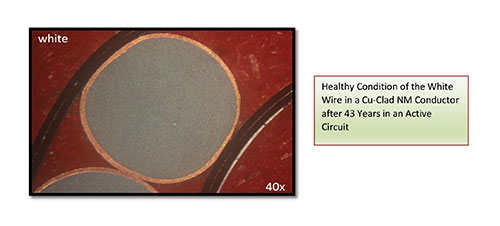
This study found that since its inception in 1972, Cu-Clad conductors have performed admirably. Thousands of feet of Cu-Clad conductors and dozens of wiring devices with connections intact were harvested in 2016 for analysis. After nearly five decades, the copper cladding remains undamaged by normal residential cycling. In figures 5, 6, and 7, one can see via micrograph cross-sections at 40X magnification the good physical condition of the three wires within one NM 12/2 conductor after 43 years in an active circuit: the ground (paper) wire, the black wire and the white wire.
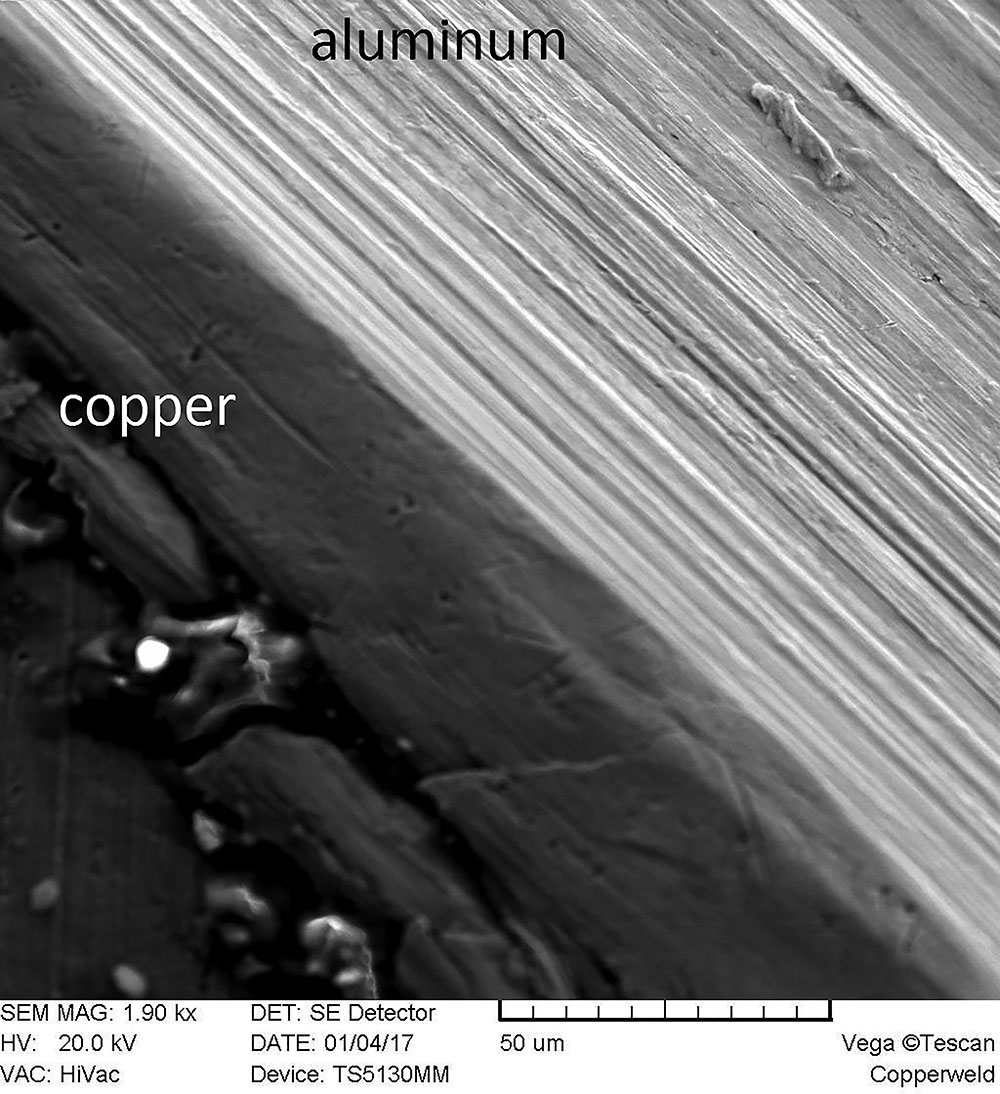
Importance of Bond Integrity in CCA Core-Metal for Cu-Clad Conductors
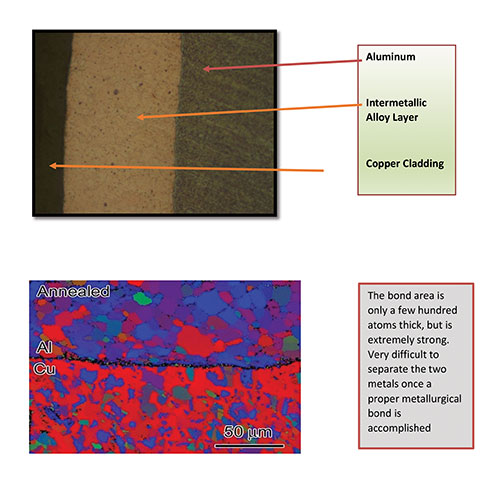
Figure 8 is a Scanning Electron Microscope (SEM) micrograph cross-section that shows the bi-metallic bond of copper and aluminum of the old Cu-Clad NM cable. An important component of the bond is a thin (only a few hundred atoms wide) layer of compacted alloy grains. These compacted grains are interlocked, creating a connection between the two metals that is essentially impossible to break with forces typically found in a residential circuit environment. According to Dr. Gerhard Ziemek, one of the founders of CCA cladding technology, “It’s not possible to remove the copper (from its aluminum core) because it’s a metallurgical bond between the two metals. In the areas of the atoms, they (the atoms of the two metals) stick together. Only with acids can the two metals be completely separated. Basically, you cannot separate the two metals anymore, once they are together.”
The bond is very important to the integrity of the conductor, because it protects and prevents corrosion of the base-metal aluminum. For the alloy layer to remain “thin” over time means the bond is healthy and strong. If the grains were to grow in thickness due to heat, moisture, or some other external corrosive force, this would mean the bond is weakening. Below is an example of a healthy bond, as found in one particular Cu-Clad NM-B 12/2 after 43 years in an active circuit.
1000X (SEM)
Bond integrity allows for the thick copper hide to remain intact. When bond integrity does not exist, problems such as wire brittleness and hot-spots (insulating oxides) can arise when in the circuit. Poor bond integrity is different than mechanical damage caused by tooling or poor workmanship. Nicks and abrasions to the copper skin during installation have been proven to have no effect on the performance of Cu-Clad wire in the circuit. Poor bond integrity, on the other hand, is a manufacturing issue caused on the factory floor. It can cause detrimental performance issues in the field. Poor bond integrity is a systemic problem of the process, effecting the wire over its entire length. Nicks and cut ends during installation are not. There are several root causes that contribute to poor bond integrity: flawed metal preparation, sub-standard quality of input metals, sub-standard tooling, and surface-contamination of the base metals, operator error, incorrect cladding pressure, and unsuitable lubrication.
To help govern against inferior Cu-CLAD BCBW from entering the U.S. market, UL has developed a MATERIAL COMPONENT RECOGNITION program, known as a DVVU2, for CCA bimetallic wire specifically aimed to guarantee that UL LISTED CU-CLAD NM-B, THW and THHN contain the highest quality and safest core material possible. COPPERWELD Bimetallics is the only supplier world-wide to have achieved a DVVU2 for CCA for CU-CLAD building wire for residential branch circuits. Therefore, not only should a Cu-Clad conductor for residential use be UL listed, but the CCA core metal conductor should carry a DVVU2 marking as well.
The pressure method of copper-aluminum bonding as designed and implemented by Kabelmetal and Texas Instruments is the only proven industrial-scale method to achieve dependable bond integrity consistently over the millions of feet of wire required on a yearly basis by industry.
Today, there is only one American manufacturer of Copper Clad Aluminum wire. The US market is lucky in that this company retains the rights to the original cladding technology, and thus can deliver high-quality BCBW as an alternative to solid copper BCBW. It is uniquely capable of cladding 8000 aluminum wire (no other cladding technology has proven capable of this), and operates under an RU Component Recognition issued by UL for its “CCA center wire conductor.” Cladding is an unique process where two physical metals, with each having undergone several downstream rolling and drawing process to compact their individual grains, are mechanically united into a “metallurgical bond” by using heat, pressure and time within an oxygen-free environment. Without a true metallurgical bond, which creates one singular metal from the two (i.e., bimetal), any resulting product would not be suitable for use in BCBW. It is the responsibility of the consumer, accrediting agencies, local inspectors as well as the greater industry itself, to help government police the entrance and use of fraudulent Cu-Clad BCBW.
Underwriters Laboratories, for example, encourages its clients to submit formal Market Surveillance Reports to help police bad product.
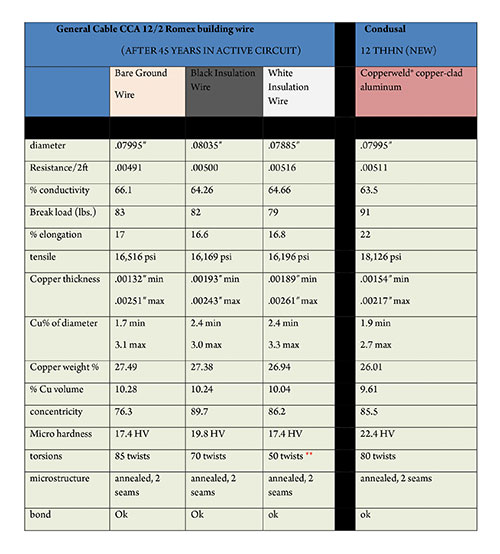
Test Results of Cu-Clad NM-B 12/2 after 43 Years of Carrying Current
How does Cu-Clad building wire hold up over time? (See figure 9). Do the physical characteristics change and creep after so many years in a circuit, potentially giving rise to arc-faulting? Does the wire lose conductivity? Is there galvanic corrosion? In answering these questions, we could test wires with no service life against wires with service life, then measure and compare the differences. This would tell us how much physical change has occurred due to heat cycling. However, being that we do not have the luxury of having service-less 43-year-old Cu-Clad wire to compare against, as a substitute, we will test modern Cu-Clad wire of no service life of the same gage. This is not an exact comparison, but should prove meaningful.
It should be noted that the modern COPPERWELD Cu-Clad, the “new” wire tested here, is made with grade 8000 series aluminum, a grade engineered especially for building wire. It will have higher values in strength and flexibility than materials from the previous Cu-Clad era. The conductivity will be slightly lower, as 8000 series is +/- 2% less conductive than utility-grade aluminum due to its alloying. It also should be noted that the Bare Ground Wire of the old NM-B cable should approximate the physicals of a 43-year-old Cu-Clad wire of zero service life, as ground wire carries current infrequently, if at all. Along with the new Cu-Clad wire, the ground wire should be a good benchmark and supply a degree of insight after testing.
Data Analysis: Observations & Conclusions
The change in the physical characteristics of the test wires is too minimal to make a claim that creep occurred after 43 years in the circuit. The break-load and tensile of each of the four wires, even those subject to carrying regular current, all fall within the ASTM B566 standard for annealed copper-clad aluminum wire. When considering the margin of error of the testing, the ground wire in relation to the two hot wires of the old NM-B are identical, practically-speaking. The new Cu-Clad wire, however, displays improved physical characteristics due to the alloying of its core, designed to improve its application to building wire.