I remember 20 plus years ago working as an electrician at several Boeing facilities in Seattle Washington, and having the State Inspector at the time, David Sher, walk in with his correction book and start pointing out the deficiencies in the various test fixtures and tooling machines that I had just installed. He wasn’t pointing out any issues with my conduit runs or my wiring methods or my overcurrent protection (OCP) at the fused disconnects. He was more interested in looking inside the equipment and checking labels, components and markings. I would usually state my case by saying “But David, this is a one of a kind and only qualified people use this machine.”
David would then start a long sermon regarding the importance of electrical safety. It was at that time that he introduced me to the term “field evaluation,” or “FE” and he began what was, for me, the long process of developing my knowledge of the importance of listed, certified electrical equipment. I still value and carry with me all that he taught me; it was from him that I learned the value of having an inspector who cared enough to educate a young electrician.
I also remember taking a class on “recognized components,” where I learned the meaning of CE, or Conformité Européene, which is French for “European Conformity.” The class provided information about CE marks and how products can be certified for the US market and/or the Canadian market. This information was all new to me. I then realized if I was to succeed as an electrician, I had to learn this new language and pay special attention to the details of the equipment, such as the listing/certification marks and the location of the installation. Most importantly, I needed to look inside the box to truly determine the quality and safety of the equipment. This lesson was the first of many that I was lucky to have learned from a seasoned inspector who took the time to educate me.
Since those early years, two documents were developed and are currently available to assist the AHJ in achieving some level of compliance: NFPA 790 (Standard for Competency of Third-Party Field Evaluation Bodies) and NFPA 791 (Recommended Practice and Procedures for Unlabeled Electrical Equipment Evaluation). Since then, I have attempted to develop a better understanding of the factors that may trigger a field evaluation, the responsibilities of the AHJ and the field evaluator, and how the process is implemented/organized from start to finish.
This article summarizes the actions and reporting processes required to achieve good results in field evaluations for new, used, and unlisted/uncertified electrical equipment. Instead of diving into the micro details of evaluating equipment, it identifies some “red flags” of deficiencies that may trigger further evaluation and inspection by a qualified evaluator. Additionally, a process for accepting and approving FE reports that you may find useful to achieve some level of compliance for these challenging evaluations is suggested.
The Field Evaluation Team
The term “team” is used here because the evaluator and the AHJ should work together towards the common goal of ensuring electrical safety in the workplace. Federal OSHA mandates that all electrical equipment in the workplace be “certified” or subject to a complete and thorough evaluation before it is used (29 CFR 1910.303 and 1910.399). This certification of equipment minimizes, reduces and/or eliminates the risk of electrical shock, and potential ignition sources of fires and explosions to protect the workers and the operators of this equipment.
The evaluator should be extremely knowledgeable in properly applying the UL/IEEE Standards required to document and report deficiencies encountered in the field and to test the equipment properly without developing a smoke show (from personal experience it’s extremely hard to get the smoke back into the box). The AHJ must evaluate the FE inspector to ensure that his/her training and experience are relevant to the task being performed in the field. NFPA 790 Chapter 6 provides some additional information that may assist your decision-making process. Here are some questions to ask during your evaluation of the FE inspector:
- What is his or her level of education and experience?
- Which trade schools have been attended?
- Are there professional engineers on staff and/or available to answer questions in real time?
- Which certifications does the FE inspector have?
- Are all of the evaluators approved to operate test equipment and which types of testing equipment are used?
- What types of projects does the evaluator have experience in and what were some of the challenges encountered?
These are just a few of the questions you could ask during the approval process. Remember, as the approving AHJ, the use of the field evaluation is your tool to regulate the application of the FE label to ensure conformance to the standards. The responsibility to approve testing labs, monitor evaluations and accept field-labeled products is ultimately at the discretion of the AHJ. Additionally, not everyone is qualified to perform this function; it is a specialized, unique inspection activity and it requires some level of monitoring and verification by the AHJ. The AHJ is responsible for approving the FE reports developed and submitted by the evaluator, which means the AHJ should have some basic knowledge/experience of what the evaluator is documenting and identifying in their reports. If you’re unfamiliar with FEs, the best way to learn is to ask questions and reach out to nationally known experts for assistance. You can also volunteer to participate on UL Standards Technical Panels (STPs), which will help you to gain a better understanding of the standards, and it provides the opportunity to develop a network of expert contacts to reach out to with questions. The best advice I can give is to get involved and get educated!
The Expectations (or rules of engagement)
The expectations or what I like to call the “rules of engagement,” are the terms and conditions between the evaluator and the AHJ. It is recommended to develop the rules of engagement during a sit-down meeting with your individual “Field Evaluation Bodies” (FEBs) before their work begins. Establish an agreement before each FE (we’ll go into more detail later in this article).
Set the expectations, including report format, report content, who the evaluators will be, which standards will be used and the type of testing to occur, just to name a few. Remember, while we tend to use the term “field evaluation,” some products (such as unlisted/certified PVC, and/or underground conduit support systems) will require some form of destructive testing (see CRD UL 2239, Hardware for the Support of Conduit, Tubing, and Cable both above and below ground). A visual-only test, or allowing documentation of materials used in the construction to take the place of a test, may not be adequate to confirm compliance with the UL/IEEE Standard. This process should be discussed early on to avoid revised reporting and testing, which can cause delays and additional cost to the client/owner of the project. That’s not to say that, once you have an established process implemented, you won’t find cases where the report(s) may need to be rejected for content, format and/or missing information. Set the expectation early on and be clear. My drill instructor used to say “Son, you don’t have to call me Sergeant First Class Temple, but I want you to.” I’m not saying the test lab is required to follow the AHJ’s recommendations, but by doing so, the chances of acceptance increase exponentially and will save time and money for the project.

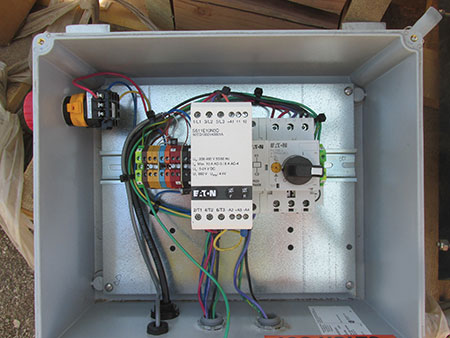
Photo 2. All appropriate labels (in the box) as required by UL 1741.
Organization & Communication
Communication is extremely important before, during, and after the FE process. Before the FE, the evaluator may need to review the corrections identified by the AHJ to determine the extent/scope of the evaluation. During the evaluation, additional scope changes may be encountered, such as additional equipment associated with the original scope that interacts with the equipment under review; or damaged components identified during the visit that may be outside the current scope of the evaluator’s evaluation. Reporting and Documentation are covered in Chapter 7 of NFPA 791, and a detailed list of necessary FE report content is provided that you may find useful. The following is a brief list:
- Discrepancies and nonconformities
- Engineering report documentation
- Summary (many important items here)
- Conditions of Acceptability
- Standards used
- Equipment identification and nameplate
- Evaluation procedures
- The evaluation
- Appendices and/or attachments

After the evaluation, some form of approval and/or acceptance should be agreed upon to document the actions of both parties (FEB and AHJ). Verbal approvals are not recommended as the only means of documenting FE approvals. Additionally, if you have a method of documenting the FE process steps, this will allow you to review and identify deficiencies in your reporting, which leads to continuous improvement of the processes used. A back and forth collaboration usually develops between the AHJ and FEB, and this helps to ensure continuous improvement and the sharing of ideas and best practices. I’m a true believer in process improvement. Once you have developed a good foundation of communication and process with your FE, it is much easier to stay organized, which is extremely important to ensure all required evaluations have been completed timely and accurately.
Implementing the Processes
My interpretation of what it means to be “Implementing the Process” is this: how does the evaluator request and/or notify the AHJ that an FE is occurring in their jurisdiction and what steps is the evaluator taking to complete the FE? Some good questions to ponder when beginning this process are:
- How will the FE communicate during the evaluation?
- Who is the designated contact for questions after hours?
- What documentation is required for approval to apply the FE label?
- Is there a final approval required?
- How is the AHJ implementing, monitoring and approving FEs?
These are just a few of the questions you want to ask yourself and your team.
Concerning the reporting process, NFPA 791 Chapters 4 through 8 can provide additional assistance to the AHJ and is a good general guide. There are some jurisdictions that don’t have a formal process for accepting and approving field evaluations. The FE labels just appear in the field without any documentation as to how it got there. This lack of formal process usually leads to additional time spent tracking down the report(s), the evaluator(s), and can result in additional site visits, client shutdowns and conference calls to recreate what occurred and what was remediated. An established process for conducting the FE and for organizing/filing the reports can eliminate these shortcomings.


The process I use for FE is as follows:
- Interview the field evaluation bodies (FEB) and establish that there is a level of competence that you feel comfortable with for the FEB to conduct the evaluations. Determine areas of expertise and the areas that are lacking experience. Understand the capabilities of the FEB and personnel working in the field. Be aware of the size and the timeline of the project and the number of components under evaluation. Making the mistake of hiring too few evaluators and/or having teams members with the wrong experience can slow the process, delay the project, and may cost the customer/owner additional fees and missed deadlines not foreseen by the test lab due to inexperience in managing large projects. It is extremely important to know your evaluators’ limitations.
- Develop a process for FEs to follow for notifying the AHJ that an FE is about to occur. Notice this is to occur before the FE takes place so that the AHJ has a chance to agree to the “rules of engagement” discussed earlier. The notification should be their letterhead (hard copy or electronic via email), and it should give the details of the evaluation, such as but not limited to the following:
- Address of evaluation
- Name of Evaluator
- Date and time of evaluation
- Proposed UL/IEEE Standards to be used
- Equipment (what are you evaluating?)
- Is additional sampling/testing required based on performance requirements of the standard?
- Is witness testing occurring at the manufacturer location and where is it?
- What is the reason for the evaluation? Was there a correction issued?
With this information, you can now formally respond in writing with your approval to proceed; it is strongly recommended that you include the written approval, the agreed upon terms, and conditions of the evaluation. A verbal approval for all of the aforementioned is not recommended as things can get messy in a hurry. Depending on the size of the project and/or your workload, all the details can get overwhelming.

I mention testing/sampling here because, remember, not all FEs are alike. Based on the product under evaluation, and the performance requirements of the standard, a sample group may need to undergo destructive testing. This sampling plan should also be agreed to early on in this process to ensure the following is properly captured and documented:
- Lot numbers of the representative sample group of what you are testing
- Traceability of the items in your sample from conception to birth
- Qualified test facilities which will conduct the testing
- Steps to take if there is a sample failure
- to increase the sampling population and retest, or
- to have the client order new materials for testing
Don’t forget to check the standards used. The author has had several occasions where the wrong standard was referenced. For instance, NFPA 79 being referenced when the scope of work contains no rotating machinery, and the equipment is over 600 volts. This partial list is what you may require in the sampling plan. Maybe you don’t need all of this because your jurisdiction has limited evaluations occurring. But if you request this information upfront, you will know what’s going on, and it allows the AHJ the opportunity to be present for the evaluation, which is highly recommended as a way to ensure that the standards are being followed. It also provides the AHJ opportunity to learn more about FEs, and how different test labs vary in their application of the standards.
- Once the approval to start is received by the FE, the inspection occurs, and a preliminary report of findings or deficiencies is created by the FE. This report should be complete in content and give accurate details of:
- the location of the evaluation
- the equipment description
- the testing methods used
- the number of tests conducted
- the deficiencies encountered
- a list of critical components
- wiring diagrams
- complete photos of the deficiencies
This list is not all inclusive as each project is different and may require additional information to be included in the report. Upon receipt of the preliminary report, the AHJ should conduct a review to determine if there is agreement with the preliminary findings. It may be beneficial to visit the site to make sure additional items not included in the evaluator’s scope are identified (such as additional equipment). If there is a discrepancy with the report or additional information is requested, this should be formally requested in writing. This review serves two purposes: it provides clear expectation as to what is needed, and it provides a paper trail that can be used later to develop best practices for continuous process improvement.
- After the deficiencies are remediated, the AHJ must determine whether to allow FE labeling to occur and go directly to a final report submittal for approval; or, is it better to require the approval of the preliminary final report before the application of any labels? I prefer the latter to ensure accurate content and formatting, accurate documentation of the details, and resolution of the violation—all captured in writing. Additional details should also be included, such as but not limited to wiring diagrams, photos documenting the correction, and an updated critical components list. You might say this is a little over the top for an FE, but it is important to remember that if an event occurs after the equipment is commissioned, you may need to provide some form of documentation that you attempted to follow the OSHA CFR requirements. Additionally, don’t be persuaded into accepting something you believe to be incorrect and/or accepting partial reporting based on the test lab’s interpretation of what an evaluation should entail. They may use buzz words like “essential compliance” (which is not defined in NFPA 790 or 791) as justification to waive some of the reporting and testing required by the standard. Remember, 790 and 791 are a “recommended practice,” and you may encounter enforcement issues with some of the definitions contained within those sections. As an example, Chapter 3 (Definitions) of NFPA 791.3.2.6 defines the term “should” as follows: “Indicates a recommendation or that which is advised but not required.” This term is used throughout 790 and 791, and if not addressed early in your “rules of engagement,” this could lead to conflict if you require the term to be replaced with “shall.” Better to catch this early to avoid additional evaluations and report revisions that may cost the client/owner additional fees.
- Once satisfied with the final report, it is best to provide a written AHJ approval of the evaluation. It is recommended that you file the reports and correspondence for future use and lessons learned.
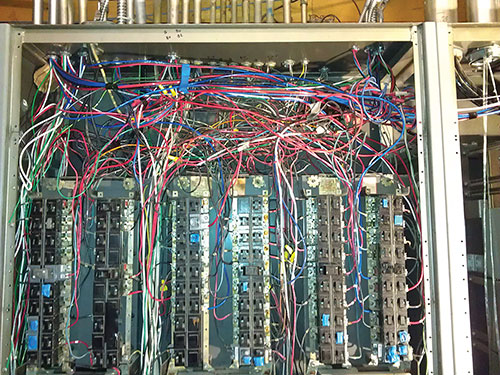
Red Flags for the Inspector
The first thing to remember is: It is ok to look inside the box. In fact, it is highly recommended. Some things to look for are covered under General Markings (UL-508A Section 52)
- Manufacturer’s name or authorized designa- tion
- Complete electrical rating of each source of supply
- Field wiring diagram number
- Factory identification
- Enclosure TYPE rating (if enclosed panel)
- Short Circuit Current Rating
- Two sources of power statement (if provided with multiple sources of power)
- Switch Markings (disconnecting means) “ON” “OFF.”
- Operator controls legibly marked by function
- Cautionary markings
These markings are usually on the exterior of the equipment. However, Table 52.1 of 508A provides the locations for general markings, enclosure markings, field wiring terminal markings, cautionary markings, fuse holders, switches, overload relay heater tables, receptacles, field-provided components and schematic wiring diagrams. If you’re allowing P-Touch type labels for this marking, the material and ink would need to comply with UL 969 (Standard for Marking and Labeling Systems), depending on the environment where it’s installed.
Enclosures marked TYPE 2, 3R, or 3RX (the marking can be inside or outside) which have no conduit hub shall be marked to indicate that a rain-tight or wet location hub shall be used to comply with UL 514B. Look for a statement on the label or in the installation instructions. I mention this because if you have areas where a dust-tight TYPE enclosure TYPE-4X is required, and the installer uses a rain-tight fitting, the enclosure is now derated to a TYPE-3R.
Inside the enclosure, be sure to look for the following: [this list is not all-inclusive]
- Are the field-wiring terminals marked?
- “Use Copper Conductors Only,” “Use Aluminum Conductors Only,” “Use Copper or Aluminum Conductors,” or “Use Copper, Copper-Clad Aluminum, or Aluminum Conductors.”
- Use 60⁰C conductors only or 75⁰C conductors
- Fuse markings voltage and current (next to the fuse)
- Cautionary markings “CAUTION” or “WARNING” with letters not less than 1/8 inch high
- Overload relay heater charts affixed to the inside cover (heater table)
- If receptacles are present, are they properly marked?
- Internal control wiring has all the proper colors per UL 508A and Part II Industrial Machinery
- Black – all ungrounded control circuit conductors operating at the supply voltage
- Red – ungrounded AC control circuits operating at a voltage less than the supply voltage
- Blue – ungrounded DC control circuits
- Yellow or orange – ungrounded control circuits or other wiring (such as for cabinet lighting) that remain energized when the main disconnect is in the off position
- White or gray or three white stripes on other than green, blue, orange or yellow – grounded AC current-carrying control circuit conductor regardless of voltage
- White with blue stripe – grounded DC current –carrying control circuit conductor
- White with yellow stripe or white with orange strip – grounded AC control circuit current-carrying conductor that remains energized when main disconnect switch is in the off position
- All internal wiring shall be 90⁰C rated with the insulation voltage rating marked
If your machine has something that rotates, cuts, spins or jumps around, you will need an E-STOP. This device(s) is used to shut down the equipment during an emergency when the equipment cannot be turned off in the usual manner. The device color shall be red. The areas surrounding the pushbuttons used to shut down the equipment must be yellow, and the device must have a pushbutton-operated device of the palm or mushroom-head type. The location shall be continuously operable and readily accessible at each operator control station and other locations where emergency stop is required.

Also, watch out for class 2 circuits identified on the wiring diagram, with no listed/certified/recognized class 2 power supply in the box. Or maybe a battery back-up is provided for some other function, and you don’t see additional OCP for this component (there are exceptions so collaborate with your test lab). Sometimes the equipment will be a weather station with 120-volt power and a battery backup solar module, and it will have all the appropriate markings indicating compliance with an industrial control panel standard. However, the UL Standard typically used by these 508 shops only covers components contained within the enclosure, so an additional UL Standard, such as 61010-1 for all the sensors connected to the panel, would be appropriate. The UL Standards web-site at http://ulstandards.ul.com/standards-catalog is an excellent resource to assist with identifying the appropriate “scope” to use during the FE process.


Something else to look out for — When examining or removing wire way covers, if you see exposed splices or wire nuts, this could be an issue. All internal wiring shall be mechanically secured from the component to a terminal block. If you see all kinds of splices and wire nuts, the chances are good that many things have been changed inside the box. UL 508a does allow some splicing with 90⁰C rated sleeving listed to UL 1441 as a possible fix for one or two splices, but any more than that and you should request a review by a qualified third-party test lab.
Summary
This article did not dive into all of the micro details of the field evaluation; but, hopefully, it establishes for you a starting point in which to engage and interact with your FEB team, and a general process to follow to ensure successful field evaluations. With all of the electrical products imported daily from other parts of the world, and manufacturers moving to new locations with new, used, modified and/or unlisted/uncertified equipment, this can make the AHJ’s job extremely difficult. Additionally, new proposed language introduced for the 2017 NEC may reference the term field evaluation as an option for the installer to achieve some level of compliance acceptable to the AHJ.
There are so many things you can run into concerning field evaluations. I like to borrow from a famous quote from a great movie: Mama always said that field evaluations are “like a box of chocolates – you never know what you’re ‘gonna’ get.” So be prepared. A well-organized process utilizing the appropriate UL, IEEE, and NFPA Standard(s) can be invaluable and critical in assisting with your decision-making process to ensure safe, codes and standards compliant installations.